
Pengetahuan dasar tentang menenun
2026-04-09
Reed Insertion Process
Work Content: Inserting stop warp supports, inserting heddles, inserting reeds.
1) Stop Warp Support: A component of the automatic stop device for warp breakage on a loom. Each warp yarn is inserted into a stop warp support. When a warp yarn breaks, the stop warp support falls, causing the automatic stop device to shut off the loom.
2) Heddle Frame: A component of the shedding mechanism on a loom, consisting of a heddle frame and heddles.
3) Reed: Its function on a loom is to determine the fabric width and warp density, provide a guide surface for the weft carrier to pass through the weft hole, and drive the weft yarn towards the weft hole. Reed Classification: Plain reed, used in rapier looms. Shaped reed, used in air-jet looms.
Loom Classification
1) Looms are classified by weft insertion method: Shuttle looms and shuttleless looms.
2) Shuttleless loom classification: Air-jet looms, water-jet looms, rapier looms, and rapier looms. Air-jet looms – use airflow to guide the weft yarn, high speed.
Rapier looms – use rapiers to hold the weft yarn for weft insertion, jacquard weaving, wide adaptability.
Water-jet looms – use water flow to guide the weft yarn, water-repellent synthetic fiber weaving, high speed.
Roller looms, etc. – use a shuttle to guide the weft yarn. Wide width.
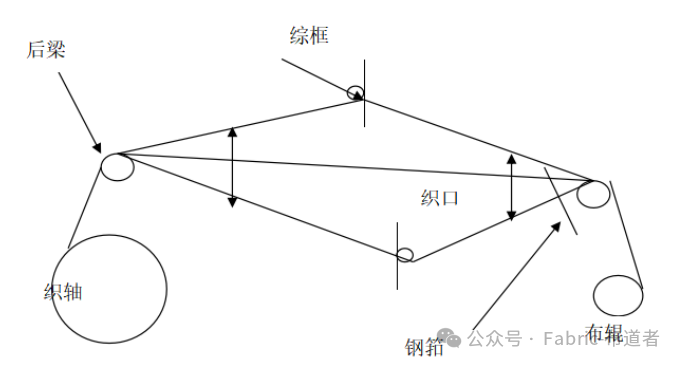
Five major movements of a loom: Shedding, weft insertion, beat-up, take-up, and warp feed.
Shedding Movement
1) Classification of shedding mechanisms: crank, cam, multi-arm (mechanical, electronic)
2) Function of the shedding mechanism: On a loom, to interweave warp and weft yarns into fabric, the entire width of warp yarns must be divided into upper and lower layers according to the fabric structure requirements, forming a spatial channel—the shed—for the weft yarn to be introduced and interweave with the warp yarns.
3) Purpose of shedding movement: To cause the warp yarns entering the heddle to move up and down to form a weft opening for the weft yarn to be introduced.
4) Our company currently uses the following weft insertion methods for looms: crank-type weft insertion, cam-type weft insertion, mechanical dobby weft insertion, and electronic dobby weft insertion.
Weft Insertion Movement: After the loom's weft insertion mechanism forms the weft hole, the weft feeder introduces the weft yarn along the reed direction into the weft hole.
1) Weft Feeder
Looms named according to different weft feeders:
① Air-jet looms: Weft insertion is achieved through a relay of main and auxiliary nozzles, with a special-shaped reed guiding the airflow and weft yarn.
② Rapier looms: Rapiers are divided into rigid rapiers and flexible rapiers. Rapier loom weft insertion mechanism includes: weft feeder, weft selector, rapier pulley, rapier belt, left rapier head, and right rapier head.
2) Other Components
① Fungsi pengumpan benang pakan: Untuk menghindari fluktuasi tegangan ketika benang pakan langsung dikeluarkan dari kumparan, memastikan tegangan yang konsisten untuk setiap benang pakan yang dimasukkan ke dalam lusi, sehingga mengurangi putusnya benang pakan dan meningkatkan kualitas kain.
② Fungsi buluh berbentuk khusus: Untuk mencegah difusi aliran udara.
③ Cacat utama terkait dengan penyisipan benang pakan: penyusutan benang pakan, benang pakan yang hilang.
Gerakan penggulungan benang: Pada alat tenun, benang pakan yang dimasukkan oleh pembawa benang pakan didorong ke arah lubang pakan, menjalin dengan benang lusi untuk membentuk kain yang memenuhi persyaratan desain.
1) Komponen mekanisme pemukul: dudukan buluh, buluh.
2) Klasifikasi buluh: buluh polos, buluh tidak beraturan.
3) Satu putaran motor menyelesaikan satu kali penyalaan.
4) Cacat terkait dengan pemintalan: benang pakan putus, garis-garis.
Gerakan penggulungan: Gerakan menarik kain secara teratur dari lubang pakan dan menggulungnya ke rol penggulung. Kecepatan kain ditarik dari lubang pakan dan digulung ke rol penggulung menentukan kerapatan geometris benang pakan pada kain; kecepatan yang lebih cepat menghasilkan kerapatan pakan yang lebih rendah, dan sebaliknya. Koordinasi mekanisme penggulungan yang tidak tepat akan menyebabkan kerapatan pakan yang tidak merata dan cacat tenun lainnya.
1) Kepadatan benang pakan ditentukan oleh gigi.
2) Fungsi penyangga tepi dan batang penyangga tepi: Untuk memastikan stabilitas anyaman dan lebar.
3) Klasifikasi penyangga tepi: Tipe tekan atas, tipe angkat bawah.
4) Cacat tenun terkait penyerapan benang: Garis-garis warna, cacat penyangga tepi, kekeruhan.
Gerakan Pemberian Benang Lusi: Gerakan pemberian benang lusi pada alat tenun disebut gerakan pemberian benang lusi. Setiap kali benang pakan dimasukkan, sejumlah benang lusi tertentu diberikan, menghasilkan tegangan tertentu untuk memenuhi persyaratan pembukaan lusi dan pengencangan benang pakan, sehingga menghasilkan kain dengan kekencangan dan struktur tertentu.
1) Mekanisme pengumpanan warp: Roda gigi balok warp, balok warp, balok balik, bantalan penghenti warp.
2) Jumlah pemasukan benang lusi ditentukan oleh jumlah pengambilan benang.
3) Fungsi balok belakang: Untuk mengubah arah benang lusi, menyesuaikan perbedaan tegangan lapisan penguat pada titik tenun, dan menyesuaikan jumlah fluktuasi tegangan benang lusi.
4) Prinsip bantalan penghenti lusi: Setiap benang lusi memiliki bantalan penghenti lusi. Ketika benang lusi putus, bantalan penghenti lusi akan jatuh, membuat jalur lusi-penghenti menjadi jalur yang berkelanjutan, dan alat tenun berhenti.
Kinerja Mesin Tenun Air-Jet
Kemampuan Adaptasi Penyisipan Benang Pakan dengan Teknologi Air-Jet
1) Penyisipan benang pakan dengan jet udara menggunakan udara, yang memiliki inersia sangat rendah, sebagai media penyisipan benang pakan, sehingga menghasilkan kecepatan mesin yang tinggi dan laju penyisipan benang pakan hingga 2000 m/menit, mencapai kecepatan tinggi dan hasil produksi yang tinggi.
2) Dengan perkembangan pesat teknologi penyisipan benang pakan jet udara, kemampuan adaptasinya terhadap berbagai jenis kain dan kualitas produk juga meningkat. Teknologi ini dapat digunakan untuk memproses berbagai jenis kain, dari yang ringan hingga yang berat. Empat warna benang pakan dapat dipilih, dan bahan bakunya terutama berupa benang serat stapel dan filamen serat kimia. Penyisipan benang pakan jet udara sangat cocok untuk memproses kain tipis dan memiliki keunggulan signifikan dalam menghasilkan kain monokrom dengan kepadatan rendah dan gain tinggi.
Keuntungan dan Kerugian Mesin Tenun Air-Jet
1) Dibandingkan dengan penyisipan benang pakan menggunakan rapier dan proyektil, penyisipan benang pakan dengan jet udara memiliki struktur yang lebih sederhana, getaran yang lebih rendah, dan dapat menggunakan dudukan sisir tenun yang tidak terpisah dan mekanisme penyisipan benang pakan yang terhubung. Oleh karena itu, mesin tenun jet udara lebih murah dan memiliki biaya investasi yang lebih rendah.
2) Penyisipan benang pakan dengan jet udara menawarkan hasil produksi yang tinggi dan kualitas yang baik, sehingga sangat cocok untuk produksi berbagai macam kain monokrom, menghasilkan keuntungan ekonomi yang baik.
3) Penyisipan benang pakan dengan aliran udara merupakan metode penyisipan benang pakan pasif. Aliran udara kurang memiliki kendali yang cukup terhadap benang pakan tertentu (seperti benang simpul tebal dan benang hias), sehingga mudah menyebabkan cacat penyisipan benang pakan. Penyisipan benang pakan dengan aliran udara membutuhkan kejelasan yang tinggi pada bukaan lusi; tidak boleh ada benang pakan yang menghalangi saluran penyisipan benang pakan, jika tidak, dapat dengan mudah menyebabkan penghentian benang pakan dan memengaruhi efisiensi. Perlu dicatat bahwa karakteristik kecepatan tinggi dan tegangan lusi pada tenun aliran udara menuntut kualitas benang mentah dan kualitas produk setengah jadi yang tinggi dalam proses persiapannya.
Kinerja Mesin Tenun Rapier
Klasifikasi Penyisipan Weft Rapier
1) Penyisipan benang pakan dengan rapier memanfaatkan gerakan bolak-balik rapier untuk memandu benang pakan secara terkontrol ke dalam celah tenun guna menyelesaikan proses penyisipan benang pakan. Penyisipan benang pakan dengan rapier memiliki keunggulan seperti struktur sederhana, pengoperasian stabil, kebisingan rendah, kualitas penyisipan benang pakan yang stabil, dan kesesuaian untuk benang pakan multiwarna dan tenun lebar, sehingga banyak digunakan.
2) Penyisipan benang pakan rapier dibagi menjadi tipe rapier tunggal dan rapier ganda. Penyisipan benang pakan rapier tunggal menggunakan satu rapier untuk memandu benang pakan dari satu sisi lusi ke sisi lainnya. Penyisipan benang pakan rapier ganda dilakukan oleh dua rapier yang terletak di kedua sisi lusi yang bekerja bersama. Satu rapier mengumpankan benang pakan ke tengah alat tenun, yang disebut rapier pengumpan, sedangkan rapier lainnya menerima benang pakan dari tengah rapier pengumpan dan mengarahkannya keluar dari lusi, yang disebut rapier penerima.
3) Berdasarkan karakteristik struktural pedang rapier, pedang tersebut dibagi menjadi pedang rapier kaku dan pedang rapier fleksibel.
4) Berdasarkan cara rapier memegang benang pakan, rapier dibagi menjadi tipe pemasukan pakan garpu dan tipe pemasukan pakan penjepit. Tipe garpu memasukkan dua benang pakan sekaligus, dengan struktur kepala rapier yang sederhana, tetapi benang pakan bergeser di sepanjang kepala rapier selama pemasukan, menyebabkan keausan, sehingga menimbulkan tegangan tinggi pada ujung benang pakan yang kencang dan cenderung putus, seperti yang terlihat pada tenun kanvas. Tipe penjepit menggunakan struktur penjepit khusus pada kepala rapier untuk menjepit ujung benang pakan untuk dimasukkan dan dikeluarkan dari lusi, memasukkan satu benang pakan dalam satu waktu.
Karakteristik teknis penyisipan benang pakan rapier:
1) Selama pertukaran benang pakan (sekitar 175°), rapier pengumpan dan rapier penerima memiliki kecepatan 0, yang bermanfaat untuk pertukaran yang lancar, tetapi akselerasinya tinggi pada saat ini, yang dapat menyebabkan benturan fleksibel. Pedang pengumpan keluar dari lubang tenun lebih awal untuk mengurangi gesekan pada benang lusi; pedang pemasukan pakan keluar lebih lambat untuk memungkinkan heddle lusi menjepit benang pakan, mencegahnya menyusut kembali. Ketika pedang pengumpan dan pemasukan sepenuhnya maju, ada tumpang tindih antara titik cengkeramannya, yang disebut langkah transisi. Ukuran langkah transisi ini ditentukan oleh struktur kepala pedang. Pedang pengumpan masuk lebih lambat daripada pedang pemasukan, dan perbedaan sudut spindel Δa antara kedua momen tersebut kira-kira 5-10°. Ini memastikan bahwa di area transisi, karena pedang pemasukan telah mulai mundur sementara pedang pengumpan terus bergerak maju, pedang pengumpan dan pemasukan bergerak ke arah yang sama dan relatif diam. Hal ini meminimalkan dampak pada benang pakan selama transisi, sementara gerakan maju dari alat penekan benang pakan menjaga ketegangan pada benang pakan, mengurangi kemungkinan kesalahan transisi.
2) Penyisipan benang pakan rapier memiliki beberapa karakteristik: Karena penyisipan benang pakan yang terlalu cepat dapat dengan mudah menyebabkan benang pakan pendek dan kerusakan pada bagian mesin, kepala rapier menghabiskan waktu yang relatif lama untuk bergerak di dalam lubang tenun, menempati 200°–250° dari sudut rotasi poros utama; kepala rapier memasuki lubang tenun pada sekitar 60°–90° dan keluar pada sekitar 280°–290°, sehingga menghasilkan rentang penyesuaian yang kecil untuk masuk dan keluar. Parameter yang perlu disesuaikan terutama meliputi posisi awal kepala rapier, langkah kepala rapier, kondisi penyisipan benang pakan, dan waktu pemotongan dan pelepasan benang pakan.
Kemampuan adaptasi teknik penyisipan benang pakan rapier terhadap berbagai jenis produk:
1) Penyisipan benang pakan rapier menggunakan kepala rapier untuk menahan benang pakan, menjaga benang pakan tetap terkendali sepenuhnya; ini adalah metode penyisipan benang pakan aktif. Mekanisme penyisipan benang pakan rapier yang dirancang dengan baik memastikan kepala rapier bergerak dengan pola gerakan yang ideal. Dikombinasikan dengan penggunaan pengumpan benang pakan, ini meminimalkan tegangan pada kepala rapier selama penjepitan benang, penyisipan benang pakan, dan persilangan benang pakan. Ini jelas menguntungkan untuk menenun benang halus, benang berkekuatan rendah, atau benang dengan puntiran rendah, sehingga menjamin tingkat putus benang pakan yang lebih rendah dan efisiensi mesin tenun yang lebih tinggi. Penyisipan benang pakan rapier banyak digunakan dalam tenun wol dan wol halus, menghasilkan efisiensi produksi dan kualitas produk yang lebih baik. Dibandingkan dengan mesin tenun ulang-alik, ini menggandakan kecepatan mesin tenun dan sebagian besar menghindari cacat umum seperti jahitan yang terlewat dan selip benang pakan. Dalam tenun benang puntiran tinggi, ini menekan pembentukan cacat terurai dan penyusutan benang pakan.
2) Sebagian besar alat tenun rapier memiliki kepala rapier yang sangat serbaguna, dapat disesuaikan dengan benang pakan dari berbagai bahan baku, ketebalan, dan bentuk penampang. Oleh karena itu, penyisipan pakan rapier sangat cocok untuk memproses kain dekoratif di mana arah pakan menggunakan benang hias kasar atau halus atau benang kasar dan halus yang berselang-seling untuk membentuk garis tebal dan tipis, serta kain kelas atas dengan berbagai lapisan dan tekstur yang dibuat dengan tenun jacquard—sesuatu yang sulit dicapai dengan metode penyisipan pakan lainnya.
3) Karena daya cengkeram benang pakan yang sangat baik dan tegangan yang rendah, penyisipan benang pakan rapier juga banyak digunakan dalam tenun serat alami dan rayon, serta dalam produksi kain terry.
4) Mesin tenun rapier memiliki kemampuan pemilihan benang pakan yang sangat kuat, memungkinkan penggantian benang pakan dengan mudah hingga 16 jenis benang pakan yang berbeda, sehingga sangat cocok untuk tenun pakan multiwarna. Mesin ini banyak digunakan dalam pengolahan kain dekoratif, kain wol, dan kain yang diwarnai benang, memenuhi karakteristik produksi dalam jumlah kecil dan beragam jenis kain.

Berita
Panas Berita


Contact Us
-
Telepon:+86-519-83388368、86-13775633505
-
Fax:+86-519-83388368
-
Surel:admin@yongxushengmachine.com